| Home | Strawberry Store | Contact | Links |
|
Hello from Strawberry,
Thanks for your interest in the bicycle
framesets which I manufacture and sell under the trademark
STRAWBERRY.
My friends sometimes ask me how I
started cycle framebuilding and how the framesets are fabricated, so
I'll take this space to tell you.
Upon graduation from University of
Washington School of Civil Engineering in 1970, I travelled to
England to tour and race my bicycle. My interest in
framebuilding developed after visiting several English Pro
shops with the typical frame shop out back.
|
|
|
|
In 1971, I bought oxy-propane tanks,
Harris brazing torches, a vise and some files, wrote the trig
equations defining mitre lengths and angles and started in. Today I represent
the Italian firm Marchetti SRL in the USA and fabricate steel
framesets from Reynolds tubing. The Strawberry bicycle frame
fabrication shop is a twenty six hundred square foot poured concrete
structure built in 1948, close in to downtown Portland, Oregon. Several
of the framebuilding tools run on compressed air which is supplied by an
Ingersoll Rand no. SF7.5 rotary screw air compressor. Tube processing
equipment includes a Marchetti no. 102/M Combined Tube Mitreing Machine,
an EMCO Maximat V10P Lathe/Vertical Mill, Marchetti Bottom Bracket
Tapping Machine no. 179/E, Pedrazzoli Super Brown 2000 Coldsaw, and a
Clausing Colchester model 8027 Geared Head Lathe. Brazing equipment
includes Harris and Victor oxy-propane torches, ICM no. 25 Sandblaster,
Marchetti Frame Brazing Fixture no. 301/G-500, Marchetti Fork Brazing
Fixture no. 303/N, Marchetti no. 304 Rear Dropout Brazing Fixture.
Alignment tools include the Marchetti no. 307/A Pneumatic Frame
Alignment Table and the no. 308/N Manual Fork Alignment Table. Frameset
finishing tools include Dynafile, various die grinders, hand files, 3M
surface conditioning supplies and sufficient elbow grease. Completed
framesets are trucked across the Willamette River via my 1964 Datsun
pickup to Dean at Acme Paint Shop. Production is co-ordinated by Ollie,
a Bernese Mountain - Golden Retriever who most days can be found at the
Strawberry Office of Strategic Planning, aka The Goose Hollow Tavern.
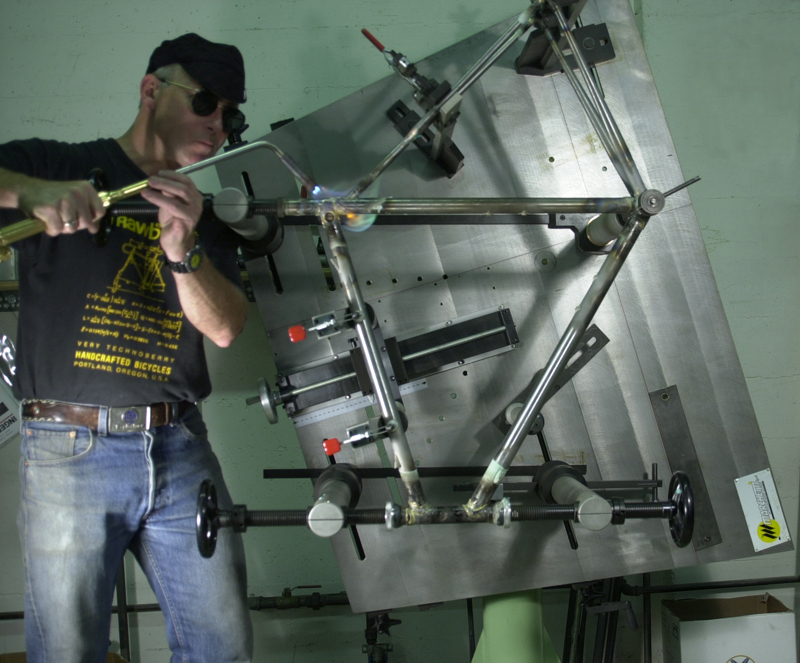
Construction of a frameset begins after
the design calculations for tube lengths and mitre angles are
completed. With a completed design card, I select the
appropriate Reynolds tube gauges and then turn on the mitre machine.
Fork and rear triangle brazing is next, then the main diamond tubes
are degreased, mitred and jigged for brazing in the Marchetti
301/G-500 calibrated frame fixture. Finally, brazing of the
main diamond and attachment of the rear wishbone proceeds.
After a soak in the hot tank to remove
brazing flux, out come the files and in go hours of elbow grease.
Silver soldering of the braze-ons, a final check on the
alignment table and the frameset is ready to ship to Acme Paint
Shop.
Built with pride - one at a time.
Maybe I'll get a ride in tomorrow!
Good roads to you,
Andy Newlands
Terra Nova Cycles, LLC |
||